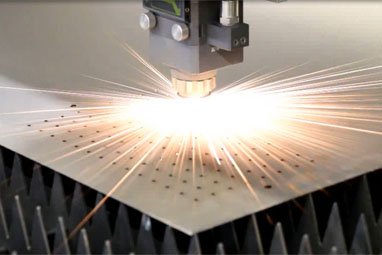
Laserowe cięcie stali to nowoczesna technologia, która rewolucjonizuje przemysł metalowy. Dzięki precyzyjnemu cięciu laserowemu blach możliwe jest uzyskanie idealnych kształtów i wymiarów, co znacząco wpływa na jakość i efektywność produkcji. Wycinanie laserowe w metalu pozwala na szybkie i dokładne wykonanie nawet najbardziej skomplikowanych projektów. W znajdującym się poniżej tekście przybliżamy zalety, metody zastosowania oraz techniczne aspekty laserowego cięcia blach i stali. Dowiedz się, dlaczego wycinanie laserem jest coraz częściej wybierane przez profesjonalistów oraz jakie korzyści niesie za sobą cięcie blachy laserem. Zapraszamy do lektury, aby poznać wszystkie tajniki wycinania blachy i cięcia laserowego stali.
Laserowe cięcie blach
Trudno już sobie wyobrazić prowadzenie procesów wytwórczych za pomocą urządzeń mechanicznych, choć czas, jaki upłynął od ich dominacji, jest stosunkowo niewielki. Dziś królują nowoczesne technologie, w tym laserowe, pozwalające znacznie usprawnić proces cięcia blach i wycinania w metalu. Rozwiązania te są wynikiem wzrostu konkurencyjności i, co zrozumiałe, trzech zasad obecnego funkcjonowania na rynku produkcyjnym: szybciej, dokładniej, taniej.
Proces obróbki blach nie jest tu wyjątkiem, a możliwości wykorzystania w nim innowacyjnych technologii z pewnością zaskakują nie tylko tempem wdrażania, ale także fenomenalnymi rozwiązaniami. Kto by jakiś czas temu przypuszczał, że do cięcia metali wprzęgnięty będzie laser. Obecnie to już norma, a nawet konieczność, ponieważ laserowe wycinanie blachy to korzyści ekonomiczne nie tylko dla klienta, ale także dla wykonawcy procesu wytwórczego branży metalowej.
Wpływ na to mają z pewnością niesamowity postęp w dziedzinie budowy laserów, w której główną rolę odgrywa możliwość wszechstronnego zastosowania technologii, pozyskane komponenty, które są lepsze i tańsze oraz całkowite skomputeryzowanie sterowania, a zatem uproszczenie obsługi oraz, co jest równie ważne, zautomatyzowanie procesu wytwórczego.

Zastosowanie metody laserowego cięcia blach
Metoda laserowego cięcia blach znajduje szerokie zastosowanie w różnych gałęziach przemysłu. Przede wszystkim, cięcie laserowe blach jest wykorzystywane w branży motoryzacyjnej do precyzyjnego wycinania elementów karoserii oraz części mechanicznych. Dzięki laserowemu cięciu stali możliwe jest uzyskanie idealnych kształtów, co jest kluczowe dla zapewnienia wysokiej jakości i bezpieczeństwa pojazdów.
W przemyśle budowlanym, wycinanie laserowe w metalu pozwala na tworzenie skomplikowanych detali architektonicznych, takich jak ozdobne panele, balustrady czy elementy konstrukcyjne. Laserowe cięcie blach w tej dziedzinie umożliwia realizację nawet najbardziej wymagających projektów z dużą precyzją i estetyką.
Branża meblarska również korzysta z zalet, jakie niesie ze sobą wycinanie laserowe. Technologia ta pozwala na tworzenie nowoczesnych i stylowych mebli metalowych, które charakteryzują się nie tylko atrakcyjnym wyglądem, ale także dużą trwałością i wytrzymałością. Cięcie blachy laserem umożliwia produkcję zarówno masową, jak i indywidualną, dostosowaną do specyficznych wymagań klientów.
W sektorze elektroniki, laserowe cięcie blach jest nieocenione przy produkcji precyzyjnych obudów i komponentów urządzeń elektronicznych. Wycinanie laserem gwarantuje dokładność i powtarzalność, co jest niezwykle ważne w procesie montażu i funkcjonowania sprzętu elektronicznego.
Ponadto, metoda ta znajduje zastosowanie w przemyśle lotniczym i kosmicznym, gdzie precyzja i niezawodność są kluczowe. Laserowe cięcie stali i innych metali pozwala na produkcję lekkich, ale jednocześnie wytrzymałych komponentów, które spełniają rygorystyczne normy jakościowe.
Jak widać, cięcie laserowe blach to technologia o szerokim spektrum zastosowań, która znacząco wpływa na rozwój wielu branż. Dzięki niej możliwe jest osiągnięcie wysokiej jakości produktów, oszczędność czasu oraz redukcja kosztów produkcji, co czyni ją niezwykle atrakcyjną dla przedsiębiorstw na całym świecie.
Jakie są zalety cięcia laserowego blach?
Cięcie laserowe blach ma wiele zalet, które sprawiają, że jest to technologia coraz częściej wybierana w różnych gałęziach przemysłu. Przede wszystkim, cięcie laserowe zapewnia wyjątkową precyzję. Dzięki możliwości dokładnego sterowania wiązką laserową, możliwe jest uzyskanie bardzo cienkich i skomplikowanych kształtów, co jest trudne do osiągnięcia przy użyciu tradycyjnych metod.
Kolejną zaletą jest szybkość procesu. Laserowe cięcie blach pozwala na znaczne skrócenie czasu obróbki w porównaniu z innymi metodami. To przekłada się na większą efektywność produkcji i możliwość szybkiego realizowania dużych zamówień.
Laserowe cięcie stali i innych metali charakteryzuje się również wysoką jakością krawędzi cięcia. Powstające krawędzie są gładkie i nie wymagają dodatkowej obróbki, co redukuje koszty i czas potrzebny na wykończenie elementów.
Kolejnym atutem jest minimalizacja odpadów materiałowych. Dzięki precyzyjnemu cięciu laserowemu, ilość materiału zużywanego podczas procesu jest optymalizowana, co prowadzi do mniejszych strat surowców i bardziej ekonomicznej produkcji.
Laserowe wycinanie blachy jest także niezwykle wszechstronne. Technologia ta pozwala na cięcie różnych rodzajów metali, od stali nierdzewnej po aluminium, a także innych materiałów, takich jak tworzywa sztuczne czy drewno. To sprawia, że cięcie laserowe znajduje zastosowanie w wielu branżach.
Dodatkowo, wycinanie laserowe w metalu jest procesem czystym i ekologicznym. Brak konieczności stosowania chemikaliów oraz minimalne ilości pyłu i odpadów sprawiają, że jest to metoda przyjazna dla środowiska.
Ostatecznie, cięcie blachy laserem zapewnia dużą elastyczność produkcji. Możliwość szybkiego przeprogramowania maszyn do różnych zadań umożliwia łatwe dostosowanie się do zmieniających się potrzeb rynku i realizację indywidualnych zamówień.
Najważniejsze zalety cięcia laserowego blach to precyzja, szybkość, wysoka jakość krawędzi, minimalizacja odpadów, wszechstronność, ekologiczność oraz elastyczność produkcji. Wszystkie te cechy sprawiają, że wycinanie laserowe staje się coraz bardziej popularne i cenione w przemyśle.

Zastosowanie technologii wycinania laserowego w metalu
Technologia wycinania laserowego w metalu odgrywa kluczową rolę w wielu sektorach przemysłu. Jej wszechstronność sprawia, że jest wykorzystywana do cięcia różnych materiałów, m.in. takich jak stal, aluminium czy miedź. Dzięki precyzji, jaką oferuje cięcie laserowe blach, możliwe jest tworzenie skomplikowanych kształtów i detali, które są trudne do osiągnięcia przy użyciu tradycyjnych metod.
W branży motoryzacyjnej wycinanie laserowe jest stosowane do produkcji komponentów samochodowych, takich jak elementy karoserii i części mechaniczne. Laserowe cięcie stali pozwala na uzyskanie idealnych krawędzi i dokładnych wymiarów, co przekłada się na jakość i bezpieczeństwo pojazdów.
W przemyśle budowlanym technologia ta jest niezastąpiona przy tworzeniu ozdobnych paneli, balustrad oraz elementów konstrukcyjnych. Wycinanie laserowe w metalu umożliwia realizację nawet najbardziej wymagających projektów architektonicznych z dużą precyzją i estetyką.
Również w branży meblarskiej cięcie blachy laserem znajduje szerokie zastosowanie. Pozwala na produkcję nowoczesnych i stylowych mebli metalowych, które charakteryzują się trwałością i atrakcyjnym wyglądem. Laserowe cięcie blach umożliwia zarówno masową produkcję, jak i realizację indywidualnych zamówień.
W sektorze elektroniki precyzyjne wycinanie laserowe jest nieocenione przy produkcji obudów i komponentów urządzeń elektronicznych. Gwarantuje dokładność i powtarzalność, co jest kluczowe w procesie montażu i funkcjonowania sprzętu.
Ponadto, technologia ta znajduje zastosowanie w przemyśle lotniczym i kosmicznym, gdzie wymagane są lekkie, ale wytrzymałe komponenty spełniające rygorystyczne normy jakościowe. Laserowe cięcie stali oraz innych metali pozwala na produkcję elementów o wysokiej precyzji.
Jednym z wyjątkowych zastosowań tej technologii jest również laserowe cięcie profili, które umożliwia tworzenie skomplikowanych kształtów w profilach metalowych. To rozwiązanie jest szczególnie cenione w branżach wymagających dużej dokładności i jakości wykonania.
Zastosowanie technologii wycinania laserowego w metalu jest niezwykle szerokie i obejmuje wiele gałęzi przemysłu. Dzięki niej możliwe jest osiągnięcie wysokiej jakości produktów, oszczędność czasu oraz redukcja kosztów produkcji, co czyni ją atrakcyjną dla przedsiębiorstw na całym świecie.
Jakie są zalety wycinania laserowego w metalu?
Wycinanie laserowe w metalu ma wiele zalet, które przyczyniają się do jego rosnącej popularności w różnych branżach przemysłu. Jedną z najważniejszych zalet jest wysoka precyzja cięcia. Technologia ta pozwala na uzyskanie bardzo dokładnych kształtów i wymiarów, co jest trudne do osiągnięcia przy użyciu tradycyjnych metod. Dzięki temu możliwe jest tworzenie skomplikowanych detali, które są niezbędne w wielu aplikacjach przemysłowych.
Kolejną zaletą jest szybkość procesu. Wycinanie laserowe w metalu pozwala na znaczne skrócenie czasu obróbki, co przekłada się na większą efektywność produkcji. Szybkie tempo cięcia umożliwia realizację dużych zamówień w krótkim czasie, co jest kluczowe dla przedsiębiorstw działających na konkurencyjnym rynku.
Laserowe cięcie blach charakteryzuje się również wysoką jakością krawędzi. Powstające krawędzie są gładkie i nie wymagają dodatkowej obróbki, co redukuje koszty i czas potrzebny na wykończenie elementów. To sprawia, że produkty finalne są estetyczne i gotowe do dalszego wykorzystania bez konieczności dodatkowych operacji.
Minimalizacja odpadów materiałowych to kolejna korzyść wynikająca z zastosowania technologii laserowej. Precyzyjne cięcie laserowe pozwala na optymalizację zużycia materiału, co prowadzi do mniejszych strat surowców i bardziej ekonomicznej produkcji. Jest to szczególnie ważne w kontekście rosnących kosztów materiałów i dążenia do zrównoważonego rozwoju.
Wszechstronność technologii laserowej jest również godna uwagi. Laserowe cięcie stali, aluminium, miedzi oraz innych metali, a także materiałów niemetalowych, takich jak tworzywa sztuczne czy drewno, sprawia, że technologia ta znajduje zastosowanie w wielu branżach. Dzięki temu przedsiębiorstwa mogą korzystać z jednej technologii do realizacji różnorodnych projektów.
Proces wycinania laserowego jest również przyjazny dla środowiska. Brak konieczności stosowania chemikaliów oraz minimalne ilości pyłu i odpadów sprawiają, że jest to metoda ekologiczna. To ważne w kontekście rosnącej świadomości ekologicznej i dążenia do zmniejszenia negatywnego wpływu działalności przemysłowej na środowisko.
Ostatecznie, elastyczność produkcji to kolejna zaleta wycinania laserowego w metalu. Możliwość szybkiego przeprogramowania maszyn do różnych zadań umożliwia łatwe dostosowanie się do zmieniających się potrzeb rynku i realizację indywidualnych zamówień. To pozwala przedsiębiorstwom na większą elastyczność i lepsze dostosowanie się do oczekiwań klientów.
Wycinanie laserowe w metalu oferuje wiele zalet, takich jak precyzja, szybkość, wysoka jakość krawędzi, minimalizacja odpadów, wszechstronność, ekologiczność oraz elastyczność produkcji. Wszystkie te cechy sprawiają, że technologia ta jest coraz bardziej popularna i ceniona w przemyśle.

Cięcie metali laserem
Cięcie laserem blach przekłada się zarówno na jakość wykonania, zdecydowanie szybsze wykonanie usługi, jak i na atrakcyjną cenę. Musimy jednak zdawać sobie sprawę z tego, że metoda ta nie jest jedyną w branży metalowej, ponieważ znaczny rozwój technologiczny dotyczy także cięcia strumieniem wodno-ściernym i tzw. plazmą.
Trudno też odmówić im coraz lepszych wyników jakościowych, ale jednak laserowe cięcie blach dzięki wielu pozytywnym czynnikom, które w znacznym stopniu budują przewagę nad pozostałymi metodami, jest z pewnością najbardziej efektywne.
Technologia laserowa może z powodzeniem być wykorzystana do niezwykle dokładnego wycinania w metalu różnorodnych elementów, profili, do dziurkowania, okrawania, a zatem umożliwia wykonanie nawet najbardziej skomplikowanych zadań.
Wracając do pozytywnych czynników stosowania cięcia laserowego blach, warto zwrócić uwagę na ich charakterystyczne zalety:
- skupiona strefa wpływu energii cieplnej,
- idealna powierzchnia cięcia, nie wymaga dodatkowej obróbki,
- optymalizacja materiałowa – minimalne ubytki materiału,
- wąska ścieżka palenia,
- wysoka prędkość cięcia,
- możliwość cięcia różnych materiałów,
- pełna automatyzacja i w rezultacie powtarzalność produkcji,
- pełna elastyczność cięcia laserowego,
- bezproblemowa integracja z pozostałymi procesami technologicznymi.
Wspomnieliśmy o różnych metodach stosowanych w procesach wytwórczych, dlatego bardzo ciekawym, dla każdego klienta, który zleca określoną usługę, jest ich porównanie, co z kolei pozwoli na podjęcie odpowiedniej decyzji w zakresie wyboru cięcia metali laserem lub plazmą:
Cięcie laserem światłowodowym
- + bardzo wysoka precyzja cięcia,
- + idealne do obróbki materiałów trudno obrabialnych innymi metodami,
- + przydatne do produkcji jednostkowej lub krótkoseryjnej,
- + wysoka jakość krawędzi,
- – brak możliwości obróbki bardzo twardych materiałów,
- – konieczność stosowania gazów technicznych.
Cięcie plazmą
- + idealne do obróbki materiałów trudno obrabialnych innymi metodami,
- + przydatne do produkcji jednostkowej lub krótkoseryjnej,
- + możliwość obróbki bardzo twardych materiałów,
- + niski koszt medium roboczego,
- + brak konieczności stosowania gazów technicznych,
- – niska precyzja cięcia, krawędź często wymaga dalszej obróbki.
Podsumowując materiał porównawczy, można jednoznacznie stwierdzić, że cięcie laserowe jest najlepszą metodą obróbki blach, gdy wymagana jest duża precyzja. Ponadto ten rodzaj cięcia charakteryzuje mała strefa wpływu energii cieplnej, wąska szczelina cięcia, minimalna deformacja oraz, co najistotniejsze, czyste i prostopadłe krawędzie oraz bardzo małe nierówności powierzchni rozdzielenia. Za sprawą zastosowania tej metody pocięty materiał nie wymaga dalszej obróbki.

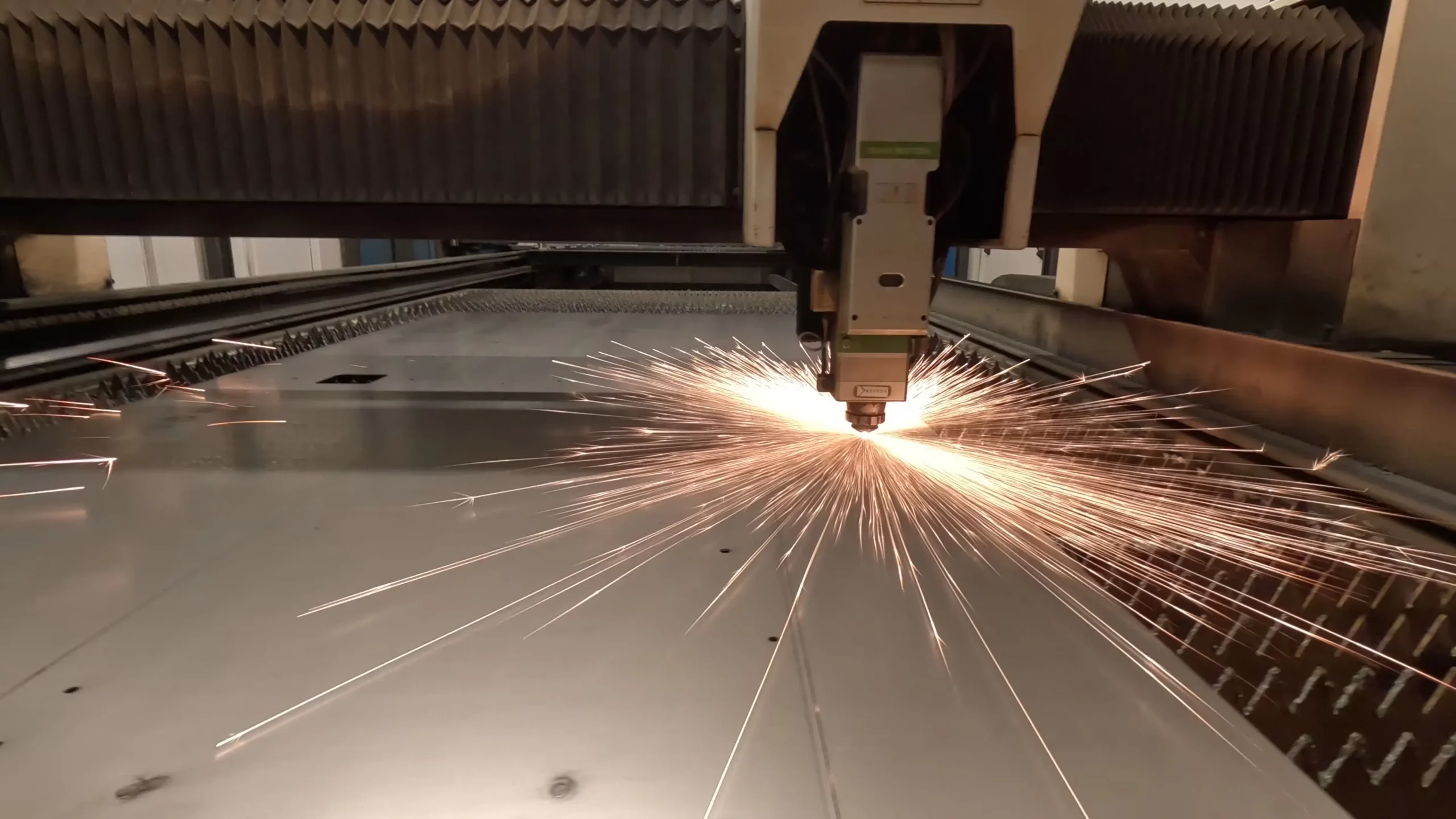
Wycinanie laserowe w metalu
Proces wycinania laserem w metalu opisywany jest jako punktowe wprowadzenie energii pod postacią wysokoenergetycznego strumienia tnącego tj. gorącego promienia lasera otoczonego gazem technicznym o dużej czystości, innym w zależności od ciętego materiału. Jakość uzyskiwanych produktów zależna jest od dokładności prowadzenia promienia lasera, czyli strumienia tnącego oraz od zastosowanych maszyn do cięcia.
To właśnie od posiadanego urządzenia zależny jest dobór metody cięcia. Dzielenie materiału może odbywać się poprzez jedną z trzech metod: spalania, stapiania lub sublimacji, które najczęściej stosuje się w różnych kombinacjach. Uzyskiwany produkt nie wymaga dalszej obróbki technologicznej. Cięcie laserowe różnorodnych elementów wykonywane jest z poniższych materiałów:
- stali węglowej do 20 mm,
- stali nierdzewnej do 12 mm,
- mosiądzu do 10 mm,
- aluminium do 10 mm.
Usługa cięcia stali wykonywana jest przy pomocy wysokowydajnego lasera światłowodowego Fiber Laser 5000W, do którego zalet zalicza się doskonałą jakość pracy niezależnie od prędkości wypalania i to dwukrotnie szybszą niż YAG lub CO2, wysoką stabilność i wydajną konwersję fotoelektryczną.
Ponadto atutami urządzenia są niskie koszty obsługi oraz utrzymania – zużycie energii wynosi 20 – 30% technologii cięcia CO2. Urządzenie wyposażone jest w:
- światłowodową transmisję wiązki chłodzoną cieczą,
- silniki servo do napędu osi,
- listwy zębate oraz prowadnice liniowe,
- automatyczną regulację wysokości głowicy oraz dostosowanie ogniskowej,
- głowicę chłodzoną cieczą,
- automatyczne pneumatyczne urządzenie pomocnicze do załadunku blachy,
- prowadzenie kulowe ułatwiające załadunek materiału,
- przymiar kątowy do łatwego pozycjonowania blachy,
- bezprzewodowy kontroler,
- ciężką konstrukcję bramową w celu zapewnienia stabilności,
- potrójne zabezpieczenie ruchu osi,
- odciąg spalin.
Dla zobrazowania wysokich walorów maszyny do laserowego cięcia stali przedstawiamy jej podstawowe parametry techniczne:
| Nazwa | Wartość |
| Pole robocze | 1500 x 3000 mm |
| Technologia lasera | Fiber Światłowód |
| Maksymalna prędkość posuwu | 100 m/min |
| Maksymalna prędkość cięcia | 25 m/min |
| Dokładność pozycjonowania | 0,03 mm |
| Dokładność powtarzania | 0,02 mm |
| Metoda chłodzenia | Chłodzenie wodą |
| Moc lasera | 5000W |
| Minimalna szerokość linii | 0,1 mm |
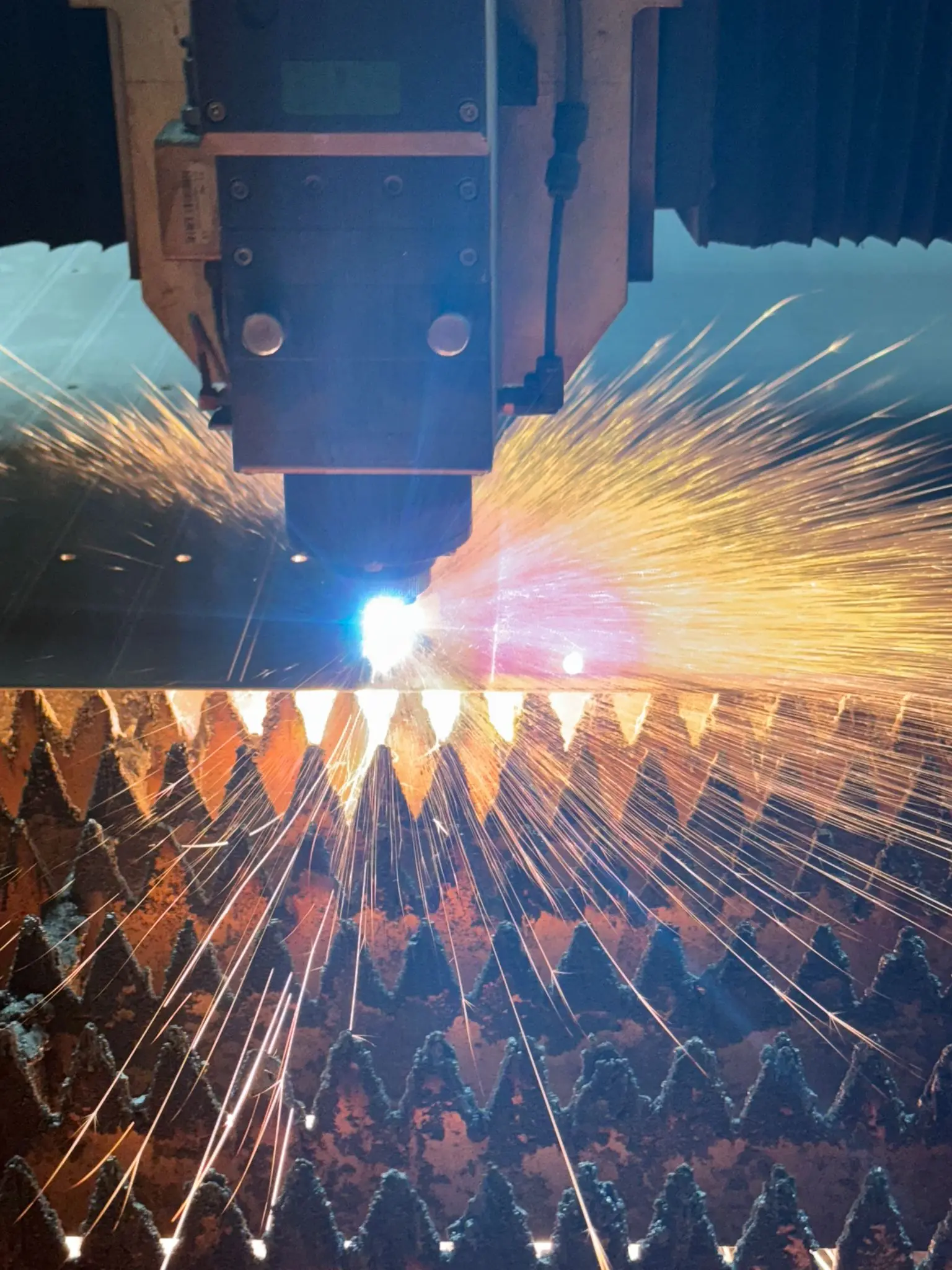
Etapy laserowego wycinania blachy
Proces cięcia laserem przebiega w trzech etapach tj.
- początek cięcia,
- cięcie właściwe,
- zakończenie procesu cięcia.
Gaz dostarczany podczas procesu do strefy tnącej z jednej strony blachy powoduje usuwanie stopionego i utlenionego materiału na stronę przeciwną. Gdy proces cięcia rozpoczęty jest od brzegu materiału, taka sytuacja panuje od początku. Natomiast, gdy cięcie rozpoczęte jest w pewnej odległości od brzegu blachy, pierwszym procesem cięcia jest wydrążenie otworu. Jednak zanim nastąpi ostateczne wydrążenie otworu, materiał musi być usuwany na stronę, z której działa gaz.
Operacja ta jest trudna, dlatego wyróżnia się trzy techniki drążenia otworów.
Pierwsza z nich polega na zastosowaniu tych samych jak przy procesie cięcia wartości mocy i ciśnienia gazu. Wytworzone przez wiązkę ciepło powoduje powstanie dużej ilości płynnego metalu, które zostaje częściowo spalone i gwałtownie usunięte ze strefy oddziaływania lasera, pod wpływem działania strumienia gazu. Wydrążony otwór ma większy wymiar niż szczelina. Zaletą metody jest jej szybkość, jednak powstały otwór jest duży i nieregularny, a ponadto może spowodować zanieczyszczenie dyszy. W celu uzyskania mniejszego otworu należy stosować powietrze jako gaz roboczy.
Druga metoda opiera się na wydrążaniu otworu impulsami promieniowania o odpowiednio dobranych parametrach, które powodują topienie i odparowanie niewielkich porcji metalu, co przyczynia się do powstawania małego otworu. Niestety wytworzenie niewielkiego otworu wiąże się z wydłużeniem czasu całego procesu.
Trzecia technika polega na drążeniu otworu poprzez działanie kilku impulsów. Aby uniknąć zanieczyszczenia dyszy lub soczewki należy odpowiednio unieść dyszę przy pierwszych impulsach.
Zakończenie procesu cięcia jest kluczowym etapem, podczas którego należy zwrócić szczególną uwagę na dokładne podparcie wycinanych części, aby odcinana część nie ulegała odchylaniu, co mogłoby spowodować zaburzenie linii cięcia. Drugim bardzo ważnym elementem końcowym, jest uniknięcie przegrzania, aby energia cieplna dostarczana przez zbliżającą się do brzegu wiązkę została pochłonięta przez otaczający materiał bez nadmiernego wzrostu temperatury.
Obraz procesu cięcia blachy laserem oraz dokonywanie odpowiednich czynności ukierunkowanych na jak najlepsze wykonanie powierzonego zlecenia wyraźnie wskazuje, że obok innowacyjnego urządzenia, niezbędni są również specjaliści, którzy to zapewnią.
Naszym atutem jest najwyższa jakość laserowego cięcia stali przy całkowitej pewności wytworzenia dowolnej ilości powtarzalnych produktów o dowolnych kształtach, uzyskanych przy pomocy najnowocześniejszego lasera światłowodowego. Wysoko wykwalifikowani pracownicy zapewniają dokładne prowadzenie strumienia tnącego, co w połączeniu z doskonałym i stabilnym urządzeniem, odpornym na drgania, gwarantuje utrzymanie wymiarów ciętych elementów. Ponadto zapewniamy:
- szybką wycenę oraz krótki termin realizacji,
- profesjonalną obsługę,
- atrakcyjne ceny cięcia metali laserem.
Jakie są koszty cięcia metali laserem?
Wysoka precyzja i realizacja zadania pod konkretne, podane komputerowi parametry, pozwalają ograniczyć koszty związane z proponowaną usługą. Obecnie cięcie blach laserem uznaje się za jedną z najbardziej opłacalnych ekonomicznie obróbek metali. Wynika to z szeregu czynników.
Z jednej strony wykonanie takiej pracy wiąże się z minimalnymi stratami materiału. Wynika to zarówno z dokładności maszyn CNC, jak i stuprocentowej powtarzalności produkowanych w ten sposób elementów. Dzięki temu powstawanie odpadów ogranicza się do absolutnego minimum. Oprócz tego cena za laserowe cięcie blach uzależniona jest też od metalu, na którym się pracuje. Chodzi w szczególności o twardość konkretnego surowca. Tym samym w przypadku stali nierdzewnej, konstrukcyjnej czy aluminium koszt obróbki metra bieżącego bywa różny. Warto przy tym dodać, że zależy to nie tylko od typu stopu, ale i jego grubości.
Należy nadmienić, że ostateczny wydatek na tę usługę może być uzależniony od stopnia skomplikowania prac. Wycinanie laserem w metalu większej liczby otworów lub wykonywanie wyrobów o niestandardowych kształtach niekiedy wiąże się z wyższym kosztem. Dlatego do każdego zlecenia przygotowujemy osobną wycenę, by maksymalnie zoptymalizować koszty i przedstawić klientowi atrakcyjne rozwiązanie.
Laserowe cięcie blach – dla kogo?
Proponowana usługa laserowego cięcia blach to świetne rozwiązanie dla każdego, kto potrzebuje produktów metalowych charakteryzujących się najwyższą jakością i precyzją obróbki. Ofertę kierujemy do różnych inwestorów, w tym m.in. z branży budowlanej, gdzie tego typu elementy z metalu są wykorzystywane np. do stawiania konstrukcji oraz maszynowej – do budowy różnych urządzeń.
Zachęcamy już teraz do zapoznania się z ofertą cięcia i wycinania laserowego. Dysponujemy maszynami gwarantującymi najwyższą jakość realizacji, dzięki czemu klienci mogą mieć pewność, że dostarczone produkty spełnią ich oczekiwania. W razie pytań dotyczących prezentowanych usług – zapraszamy do kontaktu ze specjalistami firmy Bereda.
Napisz do nas
Formularz zapytania
dla firmFormularz zapytania
dla osób prywatnych